In finished product manufacturing companies, such as the home appliance industry, how to coordinate the work of semi-finished products and finished products has always been a difficult point. The inventory of semi-finished products in the warehouse is too high. Many parts are not used for a long time after they are produced. However, when the finished product factory needs to be assembled, many products are always missing several parts.
In a finished product manufacturing enterprise, it will be divided into multiple branches and workshops to produce different components of the product, which are then assembled into finished products. Why there is a problem of low conformity rate? We can understand it by looking at the company’s production management methods:
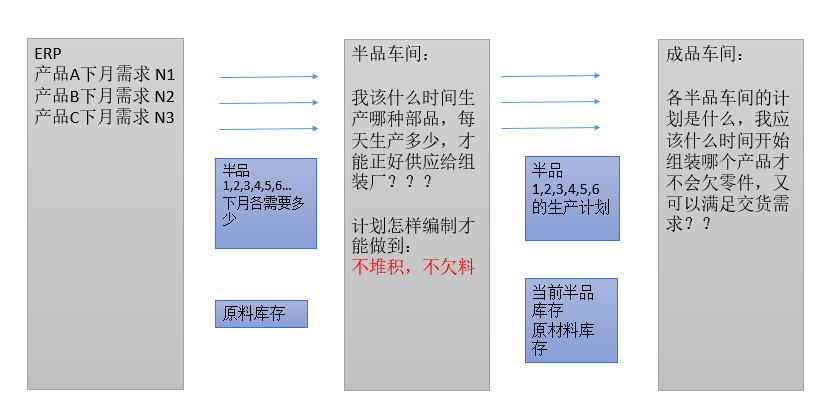
- Many semi-finished products are common parts for multiple products, so it is difficult to count how many are needed and when.
- Each branch factory schedules according to the demand in ERP, but the demand plan given by ERP is inaccurate and is very different from the assembly plan of the assembly plant.
For example, the demand in ERP is a monthly plan, which only gives the quantity of each product that needs to be produced in the next month, but it is not accurate to what products need to be produced every day, how much needs to be produced, how many accessories are needed, and how many similar accessories are needed every day. The branch factory is very blind when formulating production plans.
- When the finished product factory prepares an assembly plan, it can only look at the current inventory and demand, but it cannot know the future output plan of semi-finished products. Or we only know the approximate quantity and cannot accurately schedule according to the output of the branch factory.
Solving the above problems requires coordinated scheduling by each branch. PlanMateAPS provides enterprises with solutions suitable for collaborative scheduling of each branch factory:
Collaborative scheduling means that each branch factory shares model data and schedules through data exchange under a unified BOM framework and orders. It should be noted that collaborative scheduling does not mean that one factory is responsible for scheduling, nor does everyone divide the work and schedule in the same plan. Instead, through time-sharing operations and data exchange, each factory achieves independent yet collaborative operations.
- Use a unified database and system model.
- The plans of each branch factory workshop are independent and do not interfere with each other.
- Two people are not allowed to operate the same plan.
- Perform data conversion and flow between branch factory plans.
- Work according to process sequence in a time-sharing manner.
- Feedback and adjustments. Rolling operation.
Before introducing the solution, we first explain a few noun concepts:
Inventory in transit:
- For purchased parts, it is the future delivery plan given by the supplier.
- For the semi-finished products manufactured, it is the output plan given by each branch factory.
- Each in-transit inventory item includes: item number, quantity, and availability date.
Lead time:
It refers to how long it will take the current date as the starting point to no longer need to consider the constraints of the material. Therefore, only the inventory in transit whose delivery date is within the lead time has constraints on the schedule, and the system ignores inventory items that are later than the lead time.
Inventory constraint principle:
- Material issuance is a dynamic process, so work orders, inventory, and material issuance tables must be downloaded from the ERP at the same time. Inventory in transit is not in the ERP and needs to be imported into the system from outside.
- Inventory downloaded in ERP is included in the inventory + IQC.
- Semi-finished products that have been produced but have not yet been put into storage must also be counted as inventory items. The effective date needs to take into account the time required for warehousing and IQC, as inventory in transit.
- If a BOM is defined in the model and inventory constraints are turned on in the schedule, the system uses the inventory constraints.
- During the lead time, inventory is allocated in the order of in-stock -> IQC -> in-transit, and work orders will be placed after the warehousing time of the last warehousing material.
- If the work order has material shortage, it will be ranked after the maximum lead time of the parts with shortage material. If the validity date of the inventory in transit is greater than the lead time of outstanding materials, it will be ranked after the storage time of the inventory items.
- Shortage of materials will generate demand planning, including materials and semi-finished products. The demand plan for half-products can be converted into production orders for branch factories.
PlanMateAPS Solution::
Take a TV factory as an example to introduce PlanMate’s solution. Assume that production is divided into the following branches: final assembly, PCBA, injection molding, and sheet metal. Before system scheduling, we first determine the average labor hours (WIP) required to produce each component in the branch factory. After statistics, the WP time of each branch factory from starting to prepare materials to completing production and warehousing is:
- Injection molding: 3 days
- PCBA:5 days
- Sheet metal: 5 days
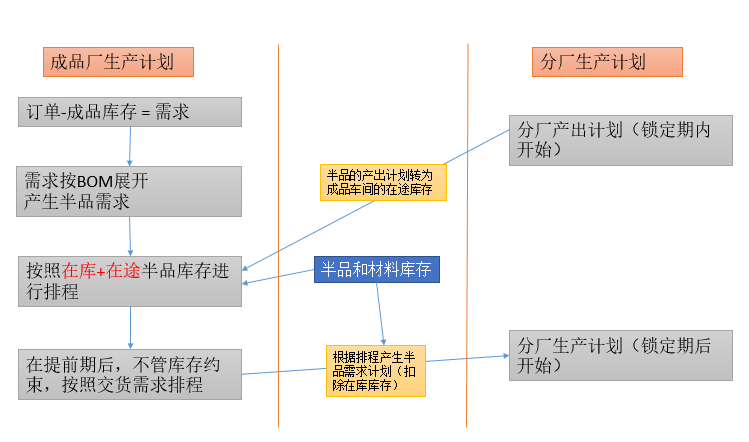
Then we must first set a stable period, based on WIP time + planned locking time (tentatively 2 days), determine the lead time of half-products to 7 days, and set the following principles:
- The half-product lead time is tentatively set at 7 days (the half-product lead time produced by each branch factory can be different and can be defined according to the production WIP cycle);
- During the lead time, the assembly line is scheduled according to the output plan of the branch factory;
- After the lead time, the branch factory produces according to the assembly plan;
Note: The locking time refers to starting from the current moment, and no changes are allowed to the plan in the next few days.
The following is the workflow:
In PlanMateAPS, independent planning is used to manage schedules, and each plan maintains an independent set of scheduling data:
- demand
- work order
- inventory
- Material list
Branch plant plans and general plant plans exist in the database at the same time, and data can be exchanged between plans.
Based on the above, through data conversion and flow between plans, the plans and inventories of the branch factory and the main factory can be coordinated, collaborative scheduling can be achieved, the overall inventory of half-products can be reduced, and the product completeness rate can be improved. If you want to know more about the system, please send an email to: Sales@szratetec.com