Lean production-shortening manufacturing cycle-aps production planning and scheduling system application
There are four basic goals of lean production: high equipment utilization, low inventory, short production cycle, and on-time delivery. To achieve these goals, the APS system is an effective tool. This article explores the application of PlanMateAPS in production cycle management. Shortening the product manufacturing cycle can greatly reduce the number of work-in-progress, reduce the inventory of semi-finished products, and avoid the production of semi-finished products and waste materials.
There are many dangers of a long production cycle. Here are a few summary points:
1. For enterprises that produce both finished products and parts in-house, the production time of parts is too long, which can easily lead to excessive parts inventory and produce waste materials. If production of parts starts many days in advance and the final assembly plan changes, the parts will become inventory.
2. The work-in-progress data in the workshop is too large, and a large number of semi-finished products are accumulated beside the line, taking up space. Because it cannot be stored in time, it is difficult to manage and first-in-first-out, which can easily lead to quality problems.
Why is there a problem of too long production cycle?
Theoretically, the time relationship between processes should be as close as possible, and production can be arranged as long as transportation requirements are met.
In practice, because factories use manual scheduling, planners cannot accurately calculate delays between each process. The equipment is shared, and the product processes are criss-crossed. Once one piece of equipment breaks down, or the customer changes the order, the entire plan is completely disrupted.
The production plan prepared manually by the planner is as follows:
Assume that product production requires 3 processes. As an example, we simplify the production process so that the production time of each process is the same.
Assuming that the equipment works 11 hours a day, for products that require three production processes, the planner’s manual schedule is usually as follows:
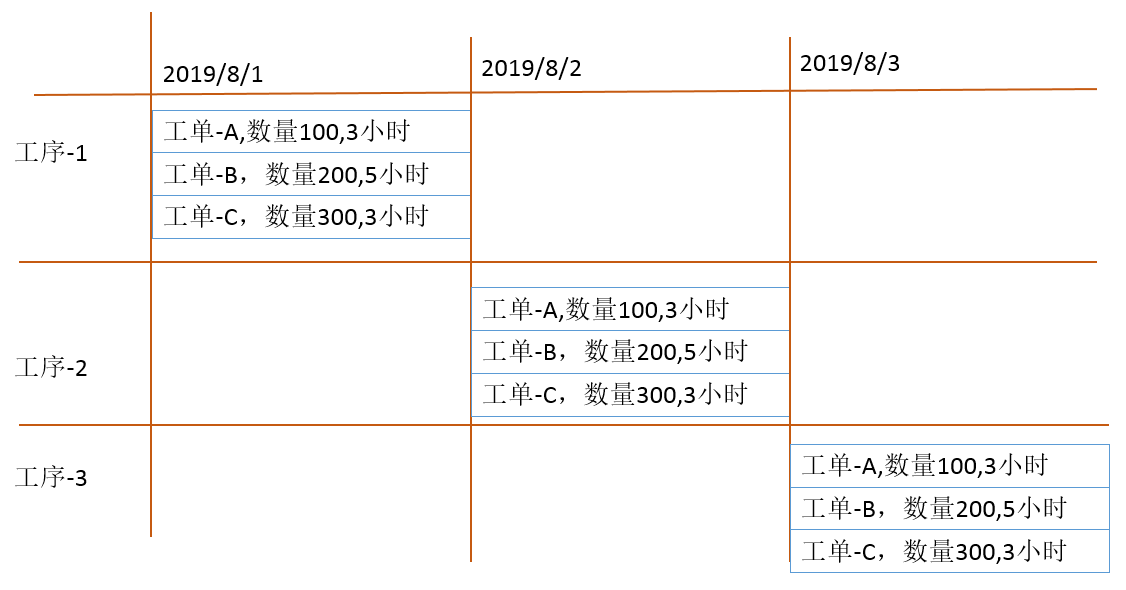
As you can see from the picture above, it takes a total of 3 days to produce the product. Because Excel cannot accurately calculate the buffer time between processes, a simplified approach is to lengthen the process delay. It is usually common practice to leave 1-2 shifts between processes. If an order production abnormality occurs, it is easier for the planner to modify the plan.
Process relationships and buffer times in the PlanMateAPS automatic production scheduling system:
In PlanMateAPS, two process relationships can be defined:
1.ES relationship (end start):
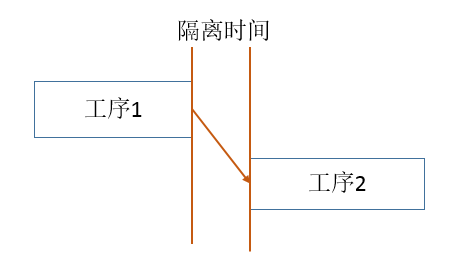
2.EE relationship (start start-end end):
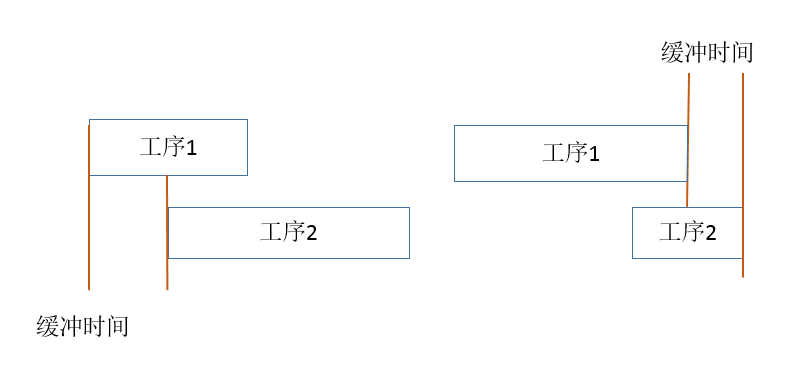
The EE relationship in PlanMate covers the two situations of working time: short before and long after, and long before and short after. The system will automatically calculate it when optimizing production scheduling, while meeting the constraints of the start and end time.
Definition of buffering time: Buffering parameters can be defined according to quantity or time. Transportation issues usually need to be considered, such as the batch and frequency of transportation. If the workshop uses material boxes and trolleys for transportation, it is necessary to calculate how much each vehicle can hold. On the basis of basic transportation parameters, some buffer time is added as a constraint parameter for scheduling. For example, if the average output is 3 hours to load one vehicle, the buffer time can be set to 4 hours.
If the above manually scheduled plan is automatically scheduled using APS, assuming that the 4-hour buffer between processes is reasonable, the APS scheduling results are as follows:
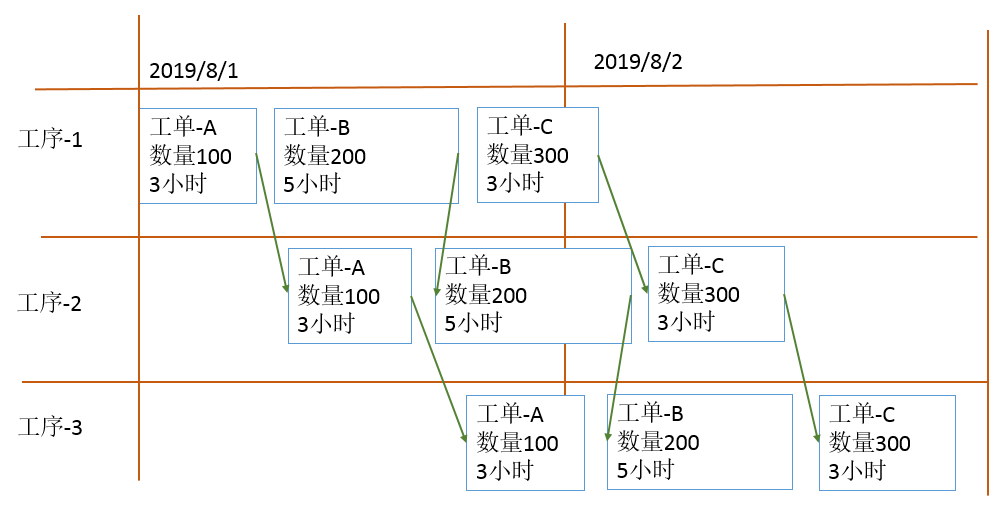
As can be seen from the figure, the production plan compiled using APS automatic scheduling uses strict process buffer time control, and the product production time is shortened from 3 days to 1.2 days, a reduction of 60%.
Note: The gap between work orders is the product switching time; the shortening of product production cycle has the most significant effect for companies with many production processes. The production cycle is shortened, and the number of work-in-progress in the workshop will be greatly reduced, which reduces management costs and also reduces the inventory level of semi-finished products.