PlanMateAPS provides a complete automatic production scheduling solution for the injection molding industry. The production process of injection molding enterprises mainly includes injection molding and post-processing (spraying, screen printing, etc.). Most of the injection molded parts are semi-finished products, which finally need to be assembled into finished products. The bottleneck process is injection molding, which is also the process that takes up the largest amount of company funds. With the help of the APS automatic scheduling system, the management and use of molds and color switching can be optimized, which can greatly reduce production costs.
1.Mold and machine selection:
The production planning model in the molding industry is as follows:

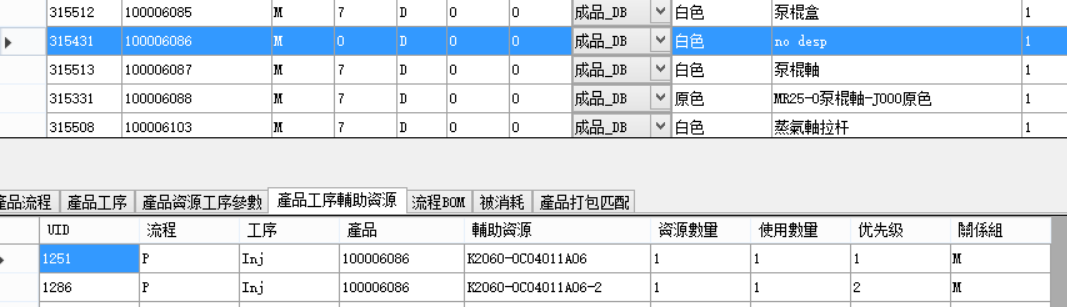
Usually there are several types of machines to choose from for a mold. When the mold ejection time remains unchanged, machines with lower tonnage are preferred to reduce production costs.
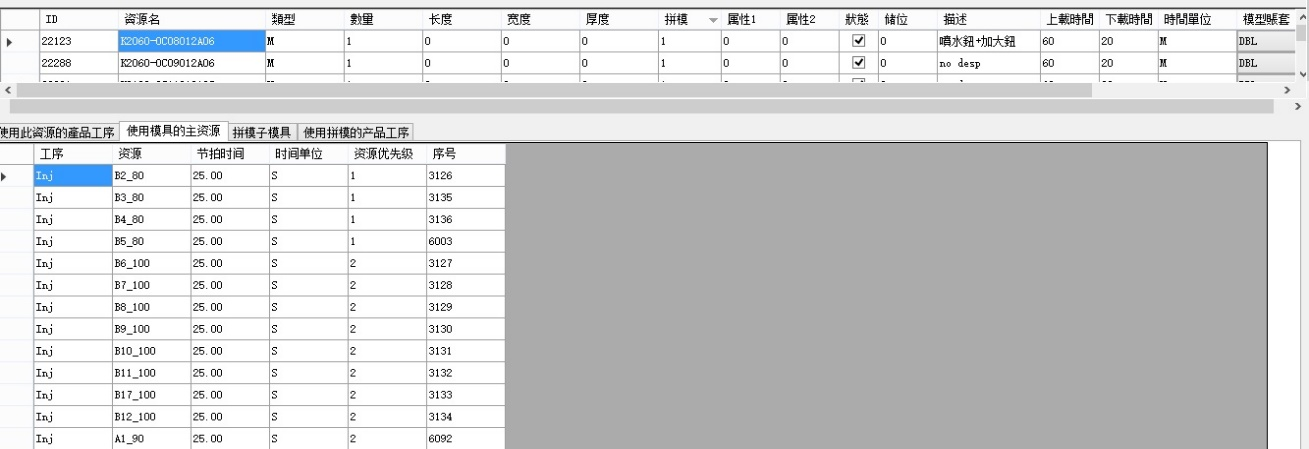
The system will give priority to equipment with higher priority in automatic scheduling. For example, if the product is available with 80 or 100T equipment, the system will give priority to the machine with 80 tons.
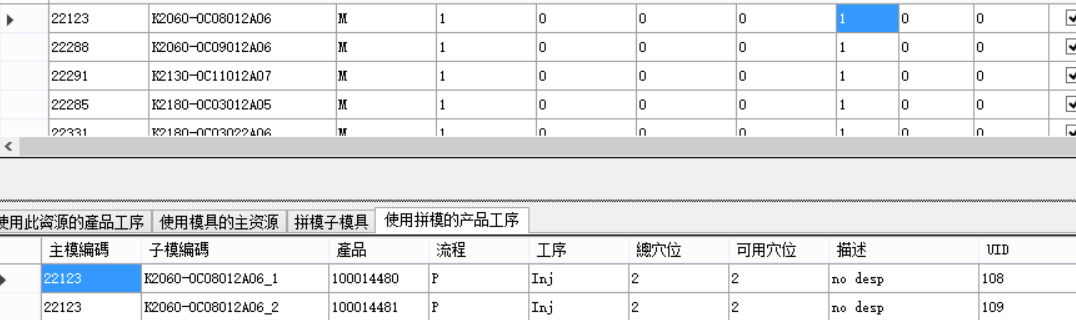
2.jigsaw puzzle
PlanMate’s model structure includes the definition of molding. Several products are assembled using one mold to open acupuncture points respectively. The number of acupuncture points can be the same or different, as shown in the following example:
During automatic scheduling, the Plugin will preprocess and package the work order, retain the main work order (20474467), and close some work orders (20474468). Work order tasks that are closed during scheduling will not be scheduled on the main resource, as in the following example:
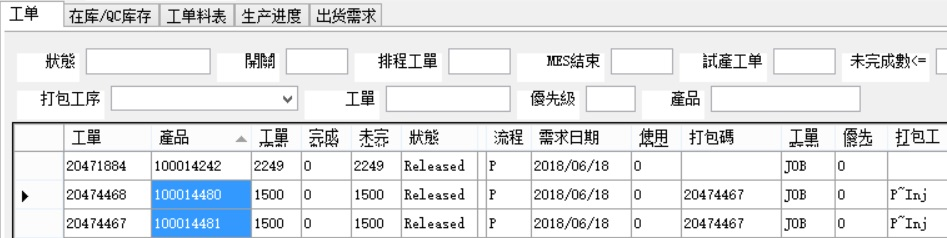
After scheduling: Retained work orders (20474467):

Another work order task is hidden in the temporary line and is not scheduled in the main resource (20474468):
3.Combined production of identical products
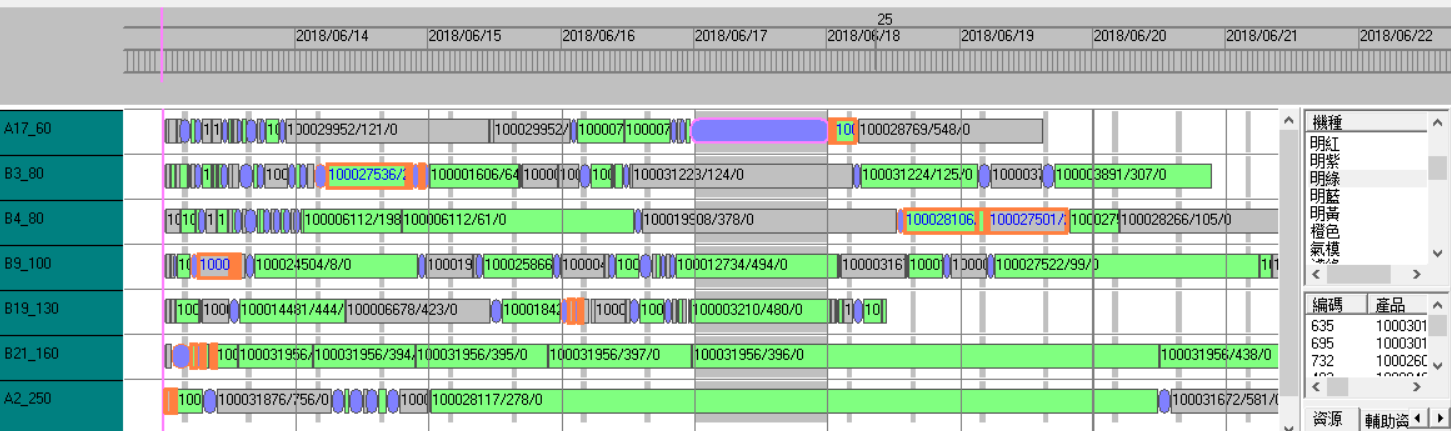
The same work order tasks with similar demand times are merged into production during automatic scheduling. The Gantt chart is as follows:

The task list is as follows:
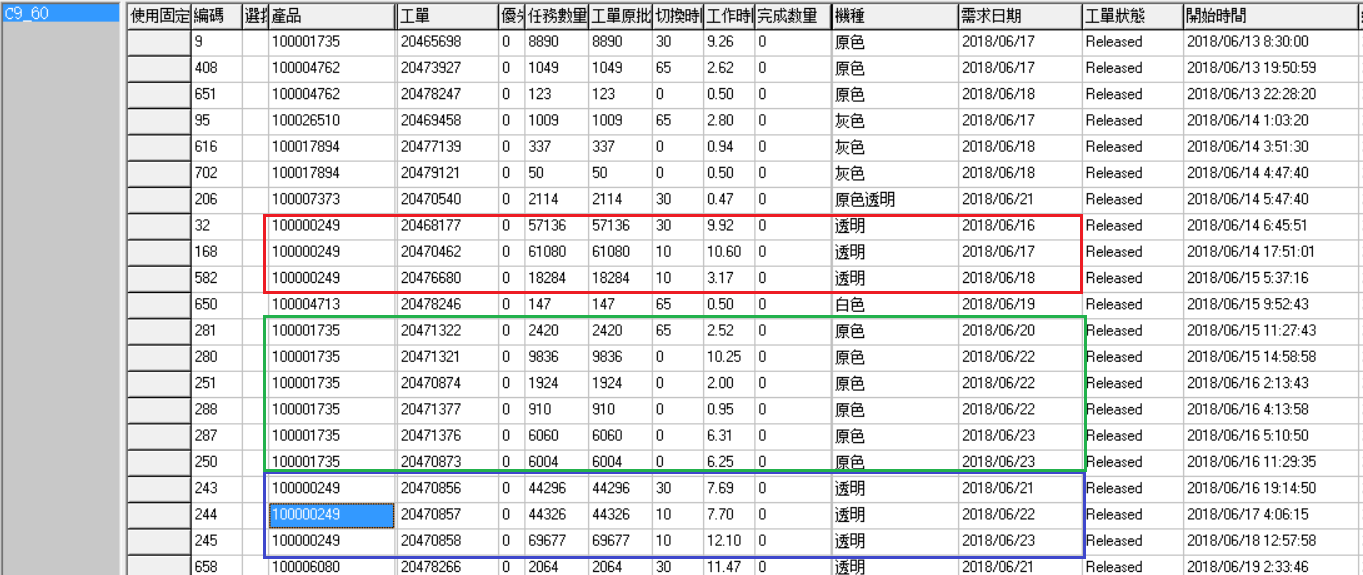
As can be seen from the graphs and tables, products with the same material number and close demand time are produced together.
4. Product color management in injection molding
Color switching takes time, and cleaning the machine will also cause a waste of color materials.
Because the system cannot recognize the meaning of Chinese character colors, the time and cost required for color switching will be defined in the model, and switching that needs to be prohibited (such as black to white, or transparent and colorless)
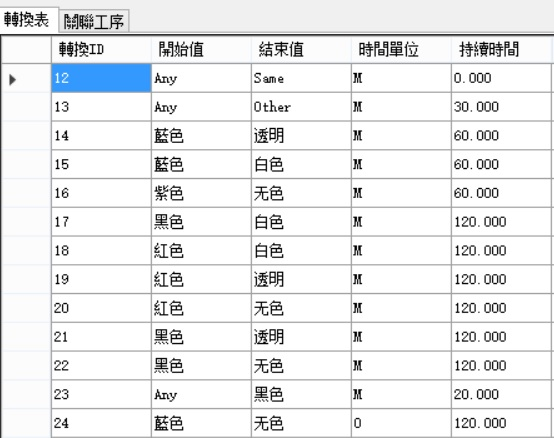
Forbidden handovers are avoided during scheduling. Allowed switching systems calculate switching times based on the model.
When the machine and demand time are met, orders of the same color will be placed together first, and then orders of similar colors (short switching time and low cost) will be placed together.
The highlighted tasks below are products of the same color:
Switching time: The time required to switch molds or the time required to switch products, whichever is longer.
5. Product work order scheduling optimization using the same mold
If color switching is not prohibited, work orders for the same mold will be prioritized and queued together due to the short switching time.
Some products have the same mold but different colors. Or some products have the same color and mold, but use different inserts. Such product numbers will be prioritized together.

6. actual production progress
The factory has not imported the MES system. Before each shift, the work report of this shift is entered. Planmate reads the work report and updates the work progress. The production management adjusts the plan according to the actual progress. In the future, we will consider introducing mobile on-site work reporting software, which will not only provide timely access to production progress, but also save the work of entering reports. In addition, department heads can see the work progress in real time on their mobile phones.
7. Order adjustments and plan modifications
Under normal circumstances, new work orders are downloaded every day and a schedule is run. Some work orders will be completed in the current plan, and some new work orders will be added.
If the equipment is abnormal or production is delayed, production management can manually adjust the abnormality. If there are many abnormalities, the system can be rearranged. Manual adjustments include:
Move tasks to other devices
Split and merge work orders
stop production
Plan lock for the next 24 hours: When work orders change or equipment abnormalities require rescheduling, the currently locked tasks are inherited and the plan for the next 24 hours remains unchanged during rescheduling.
8. Mold maintenance and management
During the maintenance period of the mold, the use of the mold is suspended. The time range of the mold maintenance can be defined, and the length can be several days. During the mold maintenance period, products using this mold use a backup mold. If there is no backup mold, production will be delayed.
9. Multiple mold options
If the product has only one mold, the schedule will not allow two machines to be produced at the same time.
Some products with large quantities will have more than one mold. In the model, the system needs to define the mold selection priority and select the mold according to the priority. If using only one mold would exceed the lead time, the system will use multiple molds for production at the same time.